Abrasion resistance is an important indicator of textile product quality, which directly affects the durability and use of the product. Specifically refers to the fabric between or with other substances in the process of repeated friction, resistance to wear and tear characteristics.
Wear manifested in the form of fabric changes are mainly broken, loss of quality, appearance of discolouration, pilling and other changes. There are various methods for testing the abrasion resistance of textile products, such as the flat grinding method, the curved grinding method, the folded edge grinding method and the composite grinding method, etc. The Martindale method belongs to the flat grinding method. Martindale method is a kind of flat abrasion method, which is widely used in the abrasion resistance testing of clothing, home textiles, decorative fabrics and furniture fabrics.
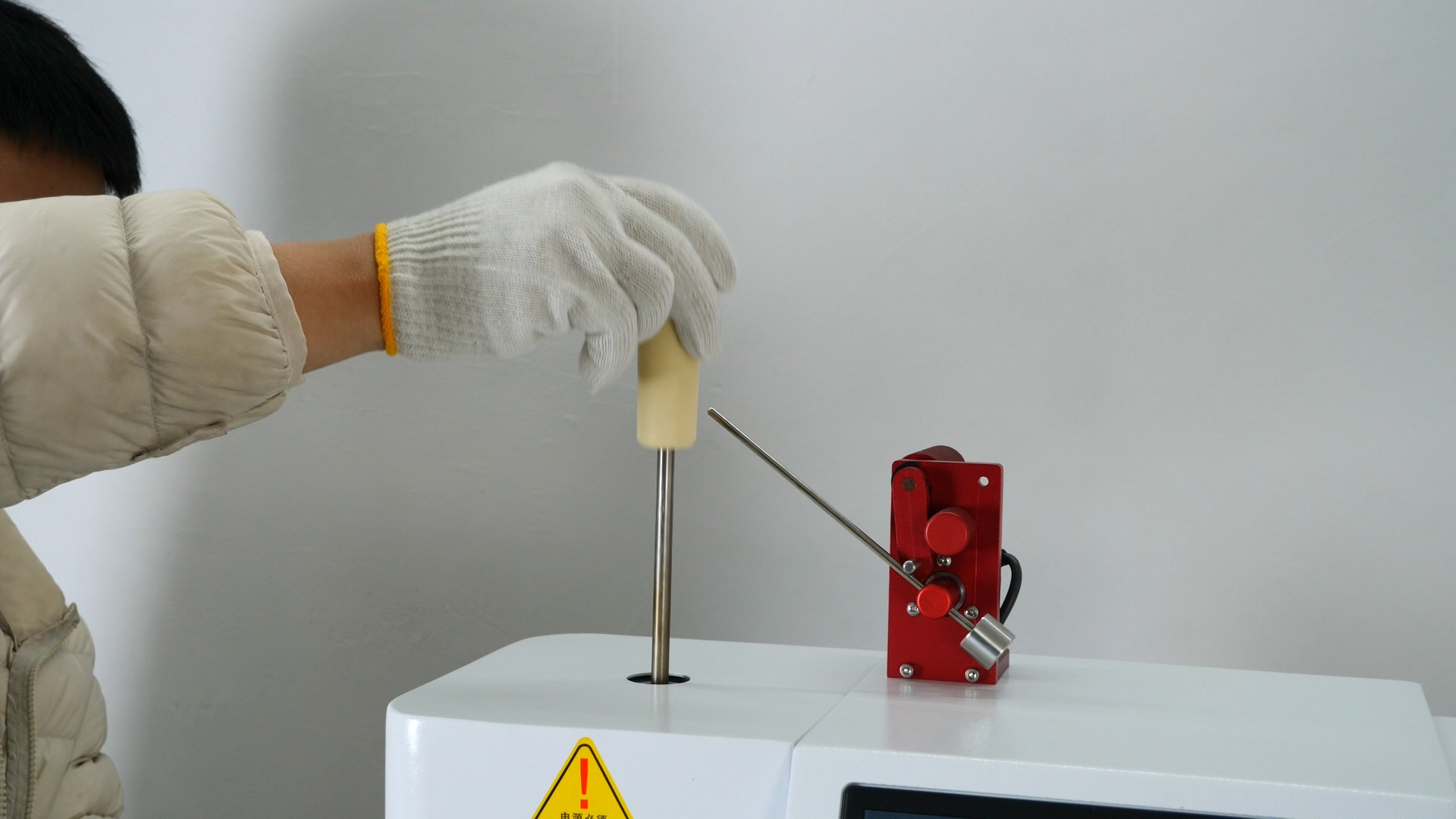
Martindale abrasion testing machine can test the abrasion resistance and pilling performance of various plants. Under a certain pressure, the specimen and the specified abrasive material are continuously rubbed in different directions, and the degree of abrasion and pilling is evaluated in comparison with the standard parameters. Touch screen control with full-featured programmer with pre-programmed batch and total counts, individually set counts for each test head; 4 speeds can be selected including the standard speed.

Conforms to the standard:
GB/T 21196.1-2007 Textiles: Determination of abrasion resistance of textiles by Martindale method Part 1
GB/T 21196.2-2007 Textiles: Determination of abrasion resistance of textiles by Martindale method Part 2
GB/T 21196.3-2007 Textiles: Determination of abrasion resistance of textiles by Martindale method Part 3
GB/T 21196.4-2007 Textiles: Determination of abrasion resistance of textiles by Martindale method Part 4
GB/T 4802.2-1997 Textiles Textile pilling test by Martindale method
GB 8690-88 Woolen fabrics abrasion resistance test method Martindale method
ISO 12945-2:2002 Textiles Determination of surface pilling properties of fabrics Part 2 Martindale method
GB/T 13775-92 Abrasion resistance test for cotton, linen and silk woven fabrics Martindale method
ASTM D4966-1988 Abrasion resistance test of fabric Martindale abrasion tester
ASTM D4970-2002 Test Method for Pilling and Snagging Resistance of Fabric Martindale Tester
Rating method:
Mainly refer to the expert subjective rating method to evaluate the hairiness and pilling index, choose Martindale pilling instrument, with reference to GB/T4 802.2-1997 for experiments, the bottom film composite nonwoven raw materials friction 120 (150 finished products), the surface and leakage-proof spacer nonwoven fabric friction 30, test 8 samples, comparison of friction samples and standard samples of the surface of the surface of the hairy surface condition and entanglement points, on the Each sample is judged by its linting level, which is mainly divided into 4 levels:
Level 1: Qualified (tangle point is 0) no linting
Level 2: qualified (tangle point ≤ 5) slight hairiness
Level 3: unqualified (tangle point ≤ 10) more serious pilling
Grade 4: Unqualified (tangle point>10) serious pilling
Pilling condition or tangled points between 3 and 4 are judged to be 3.5 grade.
The final level of the sample = (X1+X2+...+X8)/8, the final level of ≤ 2 for qualified products, if the 8 test samples appear 2 or more pieces of serious pilling is considered unqualified samples.

Email: hello@utstesters.com
Direct: + 86 152 6060 5085
Tel: +86-596-7686689
Web: www.utstesters.com
...